



X-Y螺钉装配机械手
1、机构说明
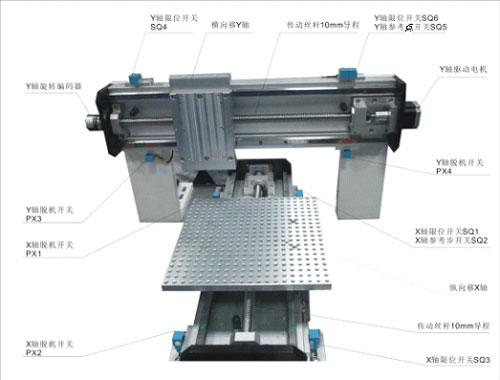
图5 X-Y螺钉装配机械手结构实
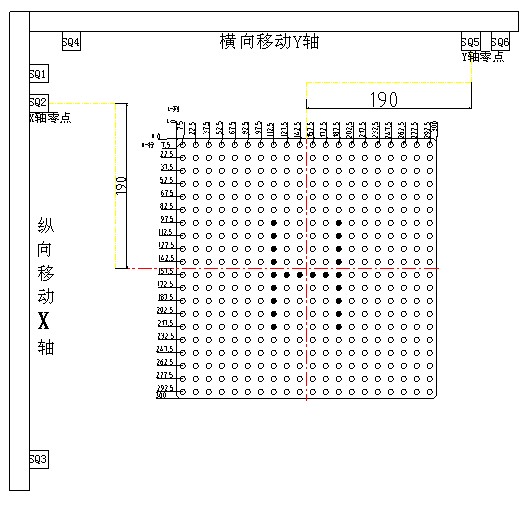
图6 X-Y螺钉装配孔板标识图
2、功能编号说明
| 序号 | 名称 | 说明 | 类型 |
| 信号输入点说明 | |||
| 1 | A-A | Y轴编旋转编码器A相 | 增量型旋转编码器、DC24V、1024P/R、NPN信号 |
| 2 | B-B | Y轴编旋转编码器B相 | |
| 3 | Z-Z | Y轴编旋转编码器Z相 | |
| 4 | SQ1 | X轴后限位开关 | 接近开关、NPN信号、DC24V |
| 5 | SQ2 | X轴参考点开关 | 接近开关、NPN信号、DC24V |
| 6 | SQ3 | X轴前限位开关 | 接近开关、NPN信号、DC24V |
| 7 | SQ4 | Y轴左限位开关 | 接近开关、NPN信号、DC24V |
| 8 | SQ5 | Y轴参考点开关 | 接近开关、NPN信号、DC24V |
| 9 | SQ6 | Y轴右限位开关 | 接近开关、NPN信号、DC24V |
| 10 | SB1 | 机械手PLC启动按钮 | 按下ON/弹起OFF/自动复位型 |
| 11 | SB2 | 机械手PLC停止按钮 | 按下ON/弹起OFF/自动复位型 |
| 12 | SB3 | 急停按钮 | 按下OFF弹起ON手动复位型 |
| 控制输出点说明 | |||
| 13 | M3脉冲 | X轴(M3)电机驱动器控制脉冲信号接入点 | 脉冲信号 |
| 14 | M3方向 | X轴(M3)电机驱动器控制方向信号接入点 | 方向信号 |
| 15 | M3脱机 | X轴(M3)电机励磁失电控制信号输入点 | 脱机信号,为ON时电机停止转动,作为超程保护开关 |
| 16 | M4脉冲 | Y轴(M4)电机驱动器控制脉冲信号接入点 | 脉冲信号 |
| 17 | M4方向 | Y轴(M4)电机驱动器控制方向信号接入点 | 方向信号 |
| 18 | M4脱机 | Y轴(M4)电机励磁失电控制信号输入点 | 脱机信号,为ON时电机停止转动,作为超程保护开关 |
| 19 | HL1 | 设备故障报警、超程报警等 | 红灯闪烁 |
| 20 | HL2 | 正常运行指示灯 | 绿灯闪烁 |
3、机械参数:
(1)X轴移动行程400mm;
(2)X轴电机每转一圈移动10mm
(3)Y轴移动行程400mm
(4)Y轴电机每转一圈移动10mm
4、电气参数:
(1)PLC控制器:和利时LM3106
(2)人机界面:和利时HT7700T、7英寸彩色人机界面
(3)驱动电机: 和利时56YBG250C-BASSBL-0241
(4)电机驱动器: 和利时SH-20504
5、动作流程:(注:H—行,L—列,比如H10L10代表第10行、第10列的螺钉孔)
例:(用X-Y机械手分别在螺丝板坐标的(H10L10、H11L11、H12L12、H13L13)四个螺钉孔处安装四颗螺钉)。
(1)按下启动按钮SB1,X轴电机(M3)自动回零位参考点SQ2、Y轴电机(M4) 自动回零位参考点SQ5;
(2)自动回零后,机械手自动运转到H10位置,同时Y轴自动运转到L10位置,发一个网络通讯信号到自动螺钉输送机控制PLC-1,并完成第一颗螺钉的装配工作;
(3)完成第一颗螺钉装配后自动移动到(H11L11)坐标位置,依次完成第二颗、第三颗螺钉装配;
(4)完成四颗螺钉装配后X-Y机械手自动回零,完成装配任务。
