



自动螺钉输送机
1、机构说明
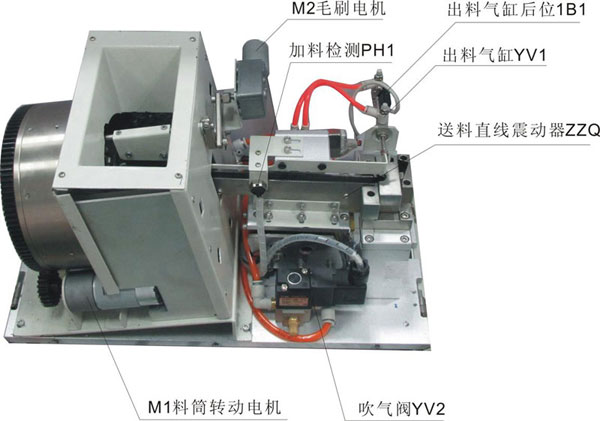
图2 自动螺钉装配机械手装置

图3 锁丝扳手机构说明
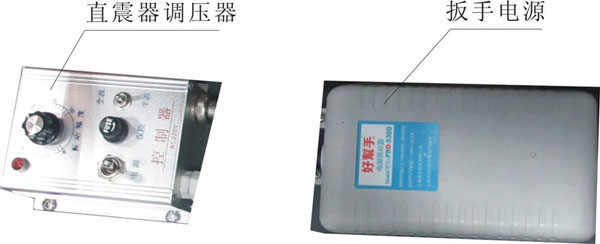
图4 辅助控制电器图
2、功能编号说明
| 序号 | 名称 | 说明 | 类型 |
| 信号输入点说明 | |||
| 1 | SB1 | 螺钉输送机PLC启动 | 按下ON弹起OFF/自动复位型 |
| 2 | SB2 | 螺钉输送机PLC停止 | 按下ON弹起OFF/自动复位型 |
| 3 | SB3 | 螺钉输送机PLC急停 | 按下OFF弹起ON/手动复位型 |
| 4 | PH1 | 螺钉加料检测传感器 | 叉形光电开关NPN型 DC24V |
| 5 | PX1 | 螺钉滑牙检测传感器 | 接近开关M12NPN型 DC24V |
| 6 | 1B1 | 出料气缸后位检测 | 磁性开关两线制 DC24V |
| 7 | 2B1 | 锁丝气缸上位检测 | 磁性开关两线制 DC24V |
| 8 | NJ | 扭矩达到输入信号 | 开关量信号 |
| 控制输出点说明 | |||
| 9 | M1 | 料筒电机螺钉上料转动 | 直流电机5W DC24V |
| 10 | M2 | 毛刷电机把料槽里排序不整的料扫出 | 直流电机2W DC24V |
| 11 | YV1 | 出料阀控制拉动气缸落料 | 两位五通单电控阀 DC24V |
| 12 | YV2 | 吹气阀把落入透明管里的螺丝吹到锁嘴部位 | 两位三通单电控阀 DC24V |
| 13 | YV3 | 锁丝阀控制带动扳手的气缸下压锁紧 | 两位五通单电控阀 DC24V |
| 14 | HL1 | 螺钉锁紧过程中滑牙报警 | DC24V |
| 15 | HL2 | 料筒螺钉缺料报警 | DC24V |
| 16 | ZZQ | 把料槽里的螺钉震动移动 | AC220V |
| 17 | BS | 锁丝扳手 | DC 30V |
3、螺钉输送工作流程说明:
(1)料筒电机(M1)启动后,齿轮传动料筒转动把料仓里的螺钉回转,回转过程中螺钉自动掉入导料槽;
(2)直震器(ZZQ)和料筒电机(M1)同时启动,导料槽固定在直震器上,当直震器震动时螺钉料有序移动,同时毛刷电机(M2)启动,毛刷电机把掉入导料槽里不规则螺钉扫出,余下螺钉规则向外输送;
(3)当加料检测(PH1)传感器检测有料长达5S后,加料电机(M1)、直震器(ZZQ)全部停止工作,直到PH1在检测到无料后再次启动输送螺钉;
(4)等待网络通讯(X-Y机械手控制PLC-2)发来的螺钉装配信号等待工作;
(5)当得到装配信号或指令后,出料阀(YV1)得电动作,气缸后位(1B1)检测到位至少1S后复位出料汽缸(YV1);
(6)同时吹气阀(YV2)得电动作(把掉入透明管的螺钉吹到电批锁嘴上),吹气阀(YV2)得电至少2S后自动复位;
(7)锁丝扳手(BS)启动,锁丝阀(YV3)得电(气缸带动转动的扳手把螺钉锁在底板上),扭矩(NJ)到达后,先复位扳手(BS)再复位锁丝阀(YV3);
(8)当锁丝阀(YV3)复位后气缸上位(2B1)检测到位,网络通讯发出螺钉装配完成信号给(X-Y机械手PLC-2)。
4、基本参数:
PLC-1型号:和利时LM3106、LM3400
料筒速度:V=60r/min
工作气压:0.4—0.8MPa
